-
祚升裝飾材(cái)料有限公司")
-
20年堅守粉體(tǐ)領域,所以專業
量身定製適用的粉體塗料,所以特(tè)別
- 全國谘詢服務熱線
- 0769-87005399
20年堅守粉體(tǐ)領域,所以專業


探究了建築鋁型(xíng)材用砂紋粉末塗料配方中聚酯樹脂類型的選擇、固化劑用量、顏填料類型的選擇對塗層耐候性能及耐水煮性能的影響,以及助劑對塗層紋(wén)理形態等的影響。
本研究(jiū)得到適用於戶外建築鋁型(xíng)材塗裝的耐候型(xíng)砂紋粉末塗料,且各性能指標均達到鋁型材(cái)相關(guān)國家標準要求。
金屬型(xíng)材以其優異的耐久(jiǔ)性、裝飾性和加工成型性等特點,廣泛用(yòng)於(yú)建築行業。而鋁(lǚ)型(xíng)材因其加工性(xìng)能佳、質輕等特(tè)點,占(zhàn)金屬型材(cái)用量的80%以上,因(yīn)此粉末塗(tú)料在鋁型材方麵(miàn)的應用(yòng)得到(dào)了迅速增(zēng)長。
尤其是粉(fěn)末塗料噴塗的鋁建材,與陽極氧化、電泳塗裝表麵處(chù)理方法相比(bǐ),對水和大氣(qì)的汙染(rǎn)程度、能耗明顯降低。
塗膜的機械性能如硬(yìng)度、耐磨性、耐酸性等指(zhǐ)標卻(què)大(dà)幅提高,使用壽命比普通陽(yáng)極氧化(huà)鋁材高出1倍,且色彩豐富,更能體現(xiàn)建築的多樣化(huà)、個(gè)性化。
目前粉(fěn)末靜電噴塗已成(chéng)為國內鋁型材表麵塗(tú)裝中的熱點,型材用粉末(mò)噴塗(tú)結合熱轉印技術會使其更時尚,使(shǐ)粉末噴塗的型材具有更大的發展空間。
現在應用於鋁型材的粉(fěn)末塗料(liào)大都是流平粉(fěn)末塗料,其耐候性一般,但是塗覆了流平粉末塗料的鋁型材在搬運過程中以及其(qí)使用環境導致表麵極易被刮花且易變(biàn)色。
因此鋁型材用(yòng)流平粉末塗料越來越成為非主流產品。而鋁型材用(yòng)砂紋粉末(mò)塗料恰恰解決了這個問題,正在被大量使用。
鋁型材因具有(yǒu)大量的邊角,因此一般采用靜電噴塗的粉末塗料難以將鋁型材邊角完全塗覆(fù),影響美觀;且由於鋁型材的特定使用環境,鋁型材粉末塗料必須具有良好的耐(nài)水煮性能,以避免其在使用過(guò)程中變色。
目前使(shǐ)用在鋁型材上的常規粉末塗料的邊角上粉率一般在40%左右,邊角上粉不足,影響邊角外觀;耐水煮的色(sè)差ΔE 一般在2.0 左右,目測已經能看出變色,影響使用。
因(yīn)此,本文從粉(fěn)末塗料的耐候性、耐水煮、邊角上粉等性能出發,針對鋁型材的使用環(huán)境研製出符合鋁型材使用的耐候性砂紋效果粉末塗料。
1、試驗部分
1.1 原材料
飽和羧基聚酯樹脂(zhī)(工業級),國產樹脂A、國產樹脂B、國產(chǎn)樹脂C、進口樹脂D、進口樹脂E;
三(sān)縮水甘油基異氰脲酸酯(TGIC,工業級),鞍山潤德精細化工有(yǒu)限公司;
金紅石型鈦白粉(工業(yè)級),杜邦公司;
硫酸鋇(BaSO4,工業級),國產(chǎn);
粉末塗料通用顏料(工業級),汽巴(Ciba)公司;
粉(fěn)末塗料通用助劑(jì)(流平劑、安息香、脫(tuō)氣(qì)劑等,均為工業級(jí)),國產。
1.2 主要設備
Ф30型雙螺杆擠出機、萬能(néng)中藥粉碎機(jī)、ACM 磨粉係統、小型靜(jìng)電(diàn)噴塗設備、激光粒度分布儀、衝擊試驗(yàn)儀、鹽霧試驗箱、氙燈人工加速老化試驗儀等塗料及(jí)塗層性能(néng)檢測設備。
1.3 粉末塗料及塗層製備(bèi)
按比例稱取飽和羧基聚酯樹脂、異氰脲酸(suān)三縮水甘(gān)油酯、填料、常規助(zhù)劑、砂紋劑、膨潤土(tǔ)、增電劑、顏料,置於混料缸,充分混合並破碎,得(dé)到預混(hún)物料;
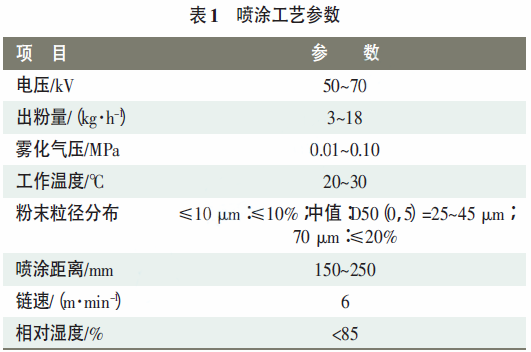
預混合後的物料進入(rù)雙螺杆擠出機擠出,擠出機加熱溫度控製在80~120℃;擠出後的物料經壓片、冷卻、粉碎機粉碎(suì)成粒(lì)徑(等效粒徑(jìng)D50)為20~45μm的粉體,然後篩分、包裝。噴塗工藝參數(shù)見表1。
2、結果與(yǔ)討論
2.1 聚酯樹(shù)脂的選擇
試驗選取了國產樹脂A、國產樹(shù)脂B、國產樹脂C、進口樹脂D以及進口樹脂E 等不同廠家的聚酯樹脂產品,按照相同配(pèi)方設計製備塗(tú)層樣板, 進行氙燈老(lǎo)化與耐水煮性能測試,得到的老化試驗數據見表2,耐水(shuǐ)煮性(xìng)能見表3。
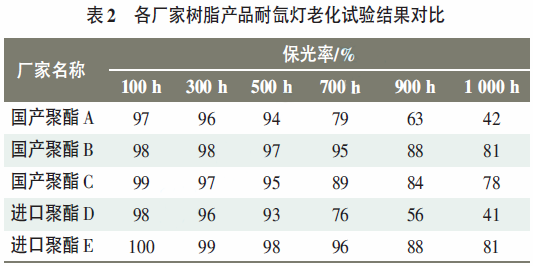

從表2可知,國產樹脂B、進口樹脂E 製(zhì)備的塗層耐老化性能較好,其次是國產樹脂C。從鋁型材用粉末塗料對耐候性能要求高的(de)特(tè)點出發,選用國產(chǎn)樹脂B的產品作為塗料的樹(shù)脂成分。
由表(biǎo)3可以看出(chū),采用聚酯樹脂B時2h的耐水煮試驗色差能夠達到0.5 以內(nèi),目測已經看不出變化,性(xìng)能優良(liáng)。
其(qí)次,試驗選取國產樹脂(zhī)B廠不同(tóng)酸值類型(20~25、30~38、40~ 50mgKOH/g)聚酯樹(shù)脂,鞍山TGIC固化劑,選擇砂紋(wén)劑、膨潤土及填料硫酸鋇、鈦白粉等。
按照鋁型(xíng)材用砂紋粉粉末塗料設計,得到在酸值為30 ~38mgKOH/g的樹(shù)脂綜合性能最為優越。
其原因可能是酸值偏低時交聯密度不足,固化不夠完全,機(jī)械性能稍(shāo)差,酸值增大時,聚酯樹脂反應活性將增大,反應速度過快,塗層固化得過(guò)快,紋理效果難以控製。
而且飽(bǎo)和(hé)羧基聚酯樹脂是由多(duō)元醇與(yǔ)多元酸縮聚製得的,高(gāo)酸值聚酯樹脂的製備通常需添加偏苯三酸酐類的原材料,而該類物質會使塗層的耐候性能降低,因而考慮到耐候(hòu)性方麵,不適(shì)宜選(xuǎn)擇酸值太高的聚酯樹(shù)脂。
綜上所述,本試驗(yàn)選用國產樹脂(zhī)B廠酸值在30~38mgKOH/g範圍內的飽和羧基聚酯樹脂(zhī)。
2.2 固化劑用量的影響(xiǎng)
本試驗選用酸值為30~38mgKOH/g的飽和羧基聚酯樹脂(國產樹脂B),添加鈦白粉、砂紋劑、膨潤土等,按照鋁型材(cái)用粉末塗料(liào)設計配方,對比了TGIC用量對塗層相關(guān)性能的(de)影(yǐng)響,試驗結果見表4。

從表(biǎo)4不難看(kàn)出,當固化劑用量比較少時,塗層的耐化學品性能和物理性能相對較差,這是由體係固化不完全造成的(de),但是當固化劑用(yòng)量超(chāo)過一定的程度,不但會增加配(pèi)方成(chéng)本(běn),還會因為膠化速度急劇增大而影響塗層紋路的效果(guǒ)。
另外不同樹脂生產廠商(shāng)生產的聚酯樹脂酸值的(de)範圍各有差異(yì),即使是同一公司的同一產品,不同(tóng)的生產批次其酸值也或多或少(shǎo)存在一些變動。
所以在設計配方時,應當根據(jù)所選用聚酯樹脂酸值的具(jù)體情況,首先計算固化劑的理論用量(liàng),然(rán)後在此(cǐ)理論基礎上(shàng)通過(guò)具體試驗進行驗證,並最終確定實際固化劑用量。
本試驗選取的酸值為30~38mgKOH/g的聚酯樹脂,對其選取鞍山TGIC 作為(wéi)固(gù)化劑,推薦14.5~15.5g/200g樹脂的配方用量。
2.3 填料的影響
製備鋁型材用耐候型砂紋粉末(mò)塗料時(shí),因其耐候性能要求較高,填料通常選用(yòng)硫酸鋇。
硫酸鋇有天然硫(liú)酸鋇(bèi)(重(chóng)晶石,250目)、8000鋇(8 000目)、沉澱硫酸鋇(10000 ~ 20000目)幾(jǐ)種,在(zài)使用中,通(tōng)常通過選用硫酸鋇的(de)種類來調節(jiē)砂紋粉的紋路大小與形(xíng)態,見表5。
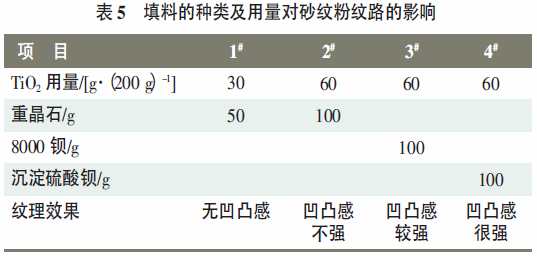
加入(rù)填(tián)料的量越(yuè)多,相對應的吸油量也就越大,通常鈦白粉的(de)吸(xī)油量在20%~22%,硫酸鋇的吸油量在10%~15%,吸油量越大,塗層凸凹程(chéng)度就越強;
硫(liú)酸鋇的粒度大小決定了它的吸油(yóu)量的多少,沉澱(diàn)硫酸鋇的粒度最小(xiǎo),在(zài)2~5μm範圍,其比表麵積最大,吸油量也越大,因此凸凹程度(dù)也越強。
2.4 顏料對耐水煮性能的影響
對於一些純色的粉末塗料,耐水煮(zhǔ)測試後色差容易控製,能達到0.5 左右,多采用耐候型無機(jī)顏料,如:鐵黑、碳黑、鉻黃、鐵紅、鈦藍、鈦青(qīng)、群青(qīng)、鈦綠等。
對(duì)於一些鮮(xiān)豔的粉末塗料,耐水(shuǐ)煮時色差較大,主要選擇(zé)一些耐高溫性能較好的有機顏料(liào)。試驗研究了不同種(zhǒng)類的顏料耐水煮性能的差別,見表6。
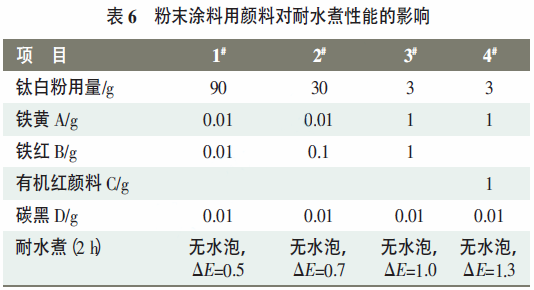
由表6可以看(kàn)出,對於1#、2#、3# 試樣,顏色越來(lái)越鮮豔時,耐(nài)水煮時其色差(chà)變化越(yuè)來越(yuè)大,說明顏色越鮮豔其(qí)耐水煮性能越(yuè)差;
對(duì)於3#、4# 試樣,3#采用無機紅顏料,4#采用有機紅顏料,4#的色差變化大於3#,說明有機顏料的耐水煮性能稍差,因此對於一些鮮豔顏色的調試應盡(jìn)量選用一(yī)些耐高(gāo)溫的有機顏料。
2.5 砂紋(wén)粉紋路的研究
一般通過砂紋粉配方中(zhōng)的砂(shā)紋劑與膨潤土來控製紋路的粗細(xì)、光澤(zé)、凸起程度,也通過樹脂的反應性來控(kòng)製紋(wén)路的(de)凸起(qǐ)程(chéng)度,通過粉末粒度大小來調節(jiē)紋路的(de)粗細,見表7。
、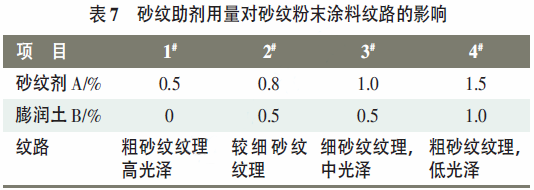
由表7可(kě)以看出,當(dāng)砂紋劑在0.5%~1.0%範圍時(shí)塗層紋理逐漸減小,當達(dá)到(dào)1.5%時,砂紋紋理又開(kāi)始變大。可以通過調節膨潤土的量在(zài)一定程(chéng)度上調節紋路凸起程度與光澤高低(dī)。
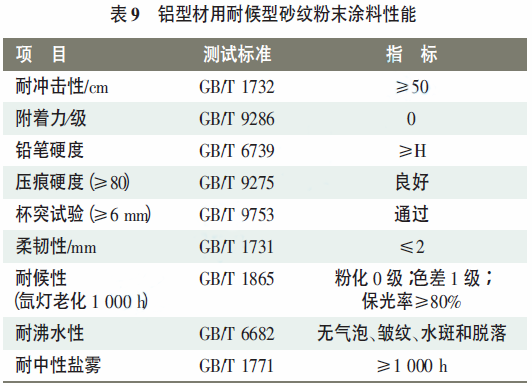
2.6 耐(nài)候型鋁型材砂紋粉末塗料(liào)的配方及性能
通過上述針對聚酯樹脂、固化劑種類(lèi)及用量、填(tián)料種(zhǒng)類及助劑用量的篩選和研(yán)究,應用於鋁型材的節(jiē)能環保耐候型粉(fěn)末塗(tú)料配方構成及性能(néng)指標見表(biǎo)8~9。
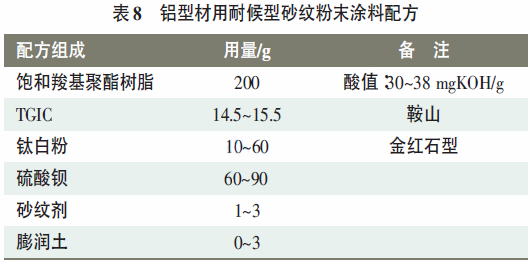
具體生產時可依據用戶的需要添加對應的顏料及其他功能性助劑,可得到外觀與(yǔ)顏(yán)色各異的塗層。
3、結語
耐候型砂(shā)紋粉末塗料以其良好的耐刮傷性能,在鋁(lǚ)型材行(háng)業中的使用越來越廣泛,並逐(zhú)步替代之前的流平粉。由於鋁型(xíng)材的特定使用環境,鋁型材(cái)粉(fěn)末塗料必須具有良好的耐水煮與耐候性能(néng)。
來源:廣州擎天(tiān)材料科技有限公司
探究了建築(zhù)鋁型材用砂紋粉末塗料配(pèi)方中聚酯樹脂類型的選擇、固化劑用量、顏填料類型的選擇對塗(tú)層耐候性能及耐水煮(zhǔ)性能的影響,以及助劑對塗層紋理形態等的影響。
本研究得到適(shì)用於(yú)戶外建築鋁(lǚ)型材塗裝的耐候型砂紋粉(fěn)末塗料,且各性能指標均達到鋁型材(cái)相(xiàng)關國家標準要求。
金屬型材以其優異的(de)耐久性、裝飾性(xìng)和加工成型性等特點,廣泛用於建(jiàn)築(zhù)行業。而鋁型材因(yīn)其加工性能佳、質輕等特點,占金屬型材用量的80%以上,因此粉(fěn)末塗料在鋁型材方麵的應用得(dé)到了迅速增長。
尤(yóu)其是粉末塗(tú)料噴塗的鋁建材,與陽極氧化、電泳塗裝表麵處理方法相比,對(duì)水和大氣的汙染程度、能耗明顯降低。
塗膜的機械性能如硬度(dù)、耐磨性、耐酸性等指標卻(què)大幅提高(gāo),使用壽命比普通陽極氧化鋁材高出1倍,且色(sè)彩豐富,更能體現建築(zhù)的多樣化、個性(xìng)化。
目前粉末(mò)靜電噴塗已成為國內鋁型材表麵塗裝中的熱點,型材用粉(fěn)末噴塗結合熱(rè)轉印技術會(huì)使其更(gèng)時尚,使粉末噴塗的型材具有更大的發展空間(jiān)。
現在應(yīng)用於鋁型材的粉末塗料大都是流平粉末塗料,其耐候性一(yī)般,但是塗覆(fù)了流(liú)平粉末塗料的鋁型材在搬(bān)運過程中以及其使用環境導致表麵(miàn)極易被(bèi)刮花且易(yì)變色。
因此鋁型材用流平(píng)粉末塗料越來越成為非主流產品。而鋁型材用砂紋粉末塗料恰恰(qià)解決了這個問(wèn)題,正在被大量使用。
鋁型材因具有大量的邊角,因此一般采用靜電噴塗的粉末塗料難以將鋁型材邊角完全塗覆(fù),影響美觀;且由(yóu)於鋁型材(cái)的特定(dìng)使用環境,鋁型材粉末(mò)塗料必須具有良好的耐水煮性能,以避免其在使用過程中變色(sè)。
目前使用在鋁型材上的常規粉末塗料的邊角上粉率一(yī)般在40%左右,邊角上粉不足,影響邊角外觀;耐水煮(zhǔ)的色差ΔE 一般在2.0 左右,目測已經能看出變色,影響使用。
因此,本文從粉末塗料的耐候性、耐(nài)水煮、邊角上粉等性能(néng)出發,針對鋁型材的使(shǐ)用環境研製出(chū)符合鋁(lǚ)型材使用的耐候性砂紋效果粉末塗料。
1、試(shì)驗部分
1.1 原材料
飽和羧基聚(jù)酯樹脂(工業級),國產樹脂A、國產樹脂B、國產樹(shù)脂C、進口(kǒu)樹脂D、進口樹脂E;
三(sān)縮水甘油基異氰(qíng)脲酸酯(zhǐ)(TGIC,工業級),鞍(ān)山潤德精細化工有(yǒu)限公司;
金紅(hóng)石型鈦白粉(工業級),杜邦公司;
硫酸鋇(bèi)(BaSO4,工業級),國產(chǎn);
粉(fěn)末塗料通用顏料(工業級),汽巴(Ciba)公司;
粉末塗料通用助劑(流平劑、安息香、脫氣劑等,均為工業級),國產。
1.2 主要設(shè)備
Ф30型雙螺杆(gǎn)擠出機、萬能中藥粉碎(suì)機、ACM 磨粉係統、小型(xíng)靜電噴塗設備、激光粒度(dù)分布儀(yí)、衝擊試驗儀、鹽霧試驗(yàn)箱、氙燈人工加速老化試驗(yàn)儀等(děng)塗(tú)料及塗層性能檢測設備(bèi)。
1.3 粉末塗料及塗(tú)層製備
按比(bǐ)例稱取飽和羧基聚酯樹(shù)脂、異氰脲酸三縮水甘油酯、填料、常規助劑、砂紋劑、膨潤(rùn)土、增電劑(jì)、顏料,置於混料缸,充分混合並破碎,得到預混物料;
預混合後的物(wù)料進入雙螺杆擠(jǐ)出機擠出,擠出機加熱(rè)溫度控製在(zài)80~120℃;擠出後的物料經壓片(piàn)、冷卻、粉碎機粉碎成粒徑(等(děng)效粒徑D50)為20~45μm的粉(fěn)體(tǐ),然後篩分、包裝。噴塗工藝參數見表1。
2、結(jié)果與(yǔ)討論
2.1 聚酯樹脂的選(xuǎn)擇
試驗選取了國產樹(shù)脂A、國產樹脂B、國產樹脂C、進口樹脂D以及進口樹脂E 等不同(tóng)廠家的聚酯樹脂產品,按照相同配方設計製備塗層樣板, 進行(háng)氙燈老化與耐水煮性能測(cè)試,得到的老(lǎo)化試驗數據見(jiàn)表2,耐水煮性(xìng)能(néng)見表3。
從表2可知,國(guó)產樹脂B、進口樹脂E 製備的塗層耐老化性能(néng)較好,其次是國產樹脂C。從鋁型(xíng)材用粉末塗料對耐候性能要求(qiú)高的特點出發,選用國產樹脂B的產品作為塗料(liào)的樹脂成分。
由表3可以看出,采用聚(jù)酯樹脂B時2h的耐水煮試驗色差能夠達到0.5 以內,目測已經看(kàn)不出變化,性能優良。
其次,試驗選取國產樹脂B廠不同酸值類型(20~25、30~38、40~ 50mgKOH/g)聚酯樹脂,鞍山TGIC固化劑,選擇砂紋(wén)劑、膨潤(rùn)土及填料硫酸鋇、鈦(tài)白粉等(děng)。
按照鋁型材用砂紋粉粉末(mò)塗料設計,得到在酸(suān)值為30 ~38mgKOH/g的樹脂綜合性能(néng)最為優越。
其原因可能是酸值偏低時交(jiāo)聯密度不足,固化不夠完全,機械(xiè)性能稍差,酸值增大時,聚酯樹脂反應活性將(jiāng)增大(dà),反(fǎn)應速度過(guò)快,塗層固化得過快(kuài),紋理效果難以控製。
而且(qiě)飽和羧基聚酯樹脂是由多元醇與多元酸縮聚製得的(de),高酸值聚酯樹脂的製備(bèi)通常需添加偏苯三酸酐類的原材料,而該類物質會使塗(tú)層的耐候性能降低,因(yīn)而考慮到耐候性方(fāng)麵,不適宜選擇酸值太高的聚酯樹脂。
綜(zōng)上所述,本試驗選用國產樹脂B廠酸值在30~38mgKOH/g範圍內的飽和羧基聚酯樹脂。
2.2 固化劑用(yòng)量的影響
本試驗選用酸(suān)值為30~38mgKOH/g的飽和羧基聚(jù)酯樹脂(國產(chǎn)樹脂B),添加鈦白粉、砂紋劑(jì)、膨潤土等,按照鋁型材(cái)用(yòng)粉末塗料設計配(pèi)方,對比了TGIC用量對塗層相關性能的影響,試驗結果見表4。
從表4不難看出,當固化劑(jì)用量比較(jiào)少時,塗層的耐化學品性能和物理性能相對較差,這是由體係(xì)固化不完全造成的(de),但是當(dāng)固化劑用量超過一定的程度,不但會增加配方成本,還會因為膠化(huà)速度急劇增大而影響塗(tú)層紋路的效(xiào)果。
另外不同(tóng)樹脂生產廠商生產的聚(jù)酯樹脂酸值的範圍各有(yǒu)差(chà)異,即使是同一公司的(de)同一產品,不同的生產批次其酸(suān)值也或多或少存(cún)在一些變動。
所以在設計配方時,應(yīng)當根據所選用聚酯樹脂酸值的具體情況(kuàng),首先計算固化劑的理論用量,然後在此理論基礎(chǔ)上通過具體試驗進行驗證(zhèng),並最終確定實(shí)際固化(huà)劑用量。
本試驗選取的酸值為30~38mgKOH/g的聚酯樹脂,對(duì)其(qí)選取鞍山TGIC 作為固(gù)化劑,推薦14.5~15.5g/200g樹脂的配方(fāng)用量。
2.3 填料的影響
製備鋁型材用耐候型砂紋粉末塗料時,因其(qí)耐候性能要求較高,填料通常(cháng)選用硫酸鋇。
硫酸鋇(bèi)有天然硫酸鋇(重晶石,250目)、8000鋇(bèi)(8 000目)、沉澱硫(liú)酸鋇(bèi)(10000 ~ 20000目)幾種,在使用中,通常通過選用硫酸鋇的種類來調(diào)節砂紋粉的紋路大(dà)小與形態,見表(biǎo)5。
加入填料的量越(yuè)多,相對應的吸油量也就越大,通常鈦白粉的吸油量在20%~22%,硫酸鋇的吸油量在10%~15%,吸油量越大,塗層凸凹程度就越強;
硫酸鋇的粒度大小決定了它(tā)的吸油(yóu)量的多少,沉澱硫酸鋇的粒度最小,在2~5μm範圍,其比表麵積最大,吸油量也(yě)越大,因此凸凹程度(dù)也越強。
2.4 顏料對耐水煮性能的(de)影響
對於一些純(chún)色的粉末塗料,耐水煮測(cè)試後色差容易(yì)控製(zhì),能達到0.5 左右,多采用耐候型無機顏(yán)料,如:鐵黑、碳黑、鉻黃(huáng)、鐵紅、鈦藍、鈦青、群青(qīng)、鈦綠等。
對於一些鮮豔的粉末(mò)塗料,耐水(shuǐ)煮時色差較大,主(zhǔ)要選擇一些耐高溫性能較好的有(yǒu)機顏料。試驗研究(jiū)了不(bú)同種類的顏料耐水煮性能的差別,見表6。
由(yóu)表6可以看出,對於(yú)1#、2#、3# 試樣,顏色越來越(yuè)鮮豔(yàn)時,耐水煮時其色差變化越來越大,說明顏色(sè)越鮮豔(yàn)其(qí)耐水煮(zhǔ)性能越差;
對於3#、4# 試樣,3#采用無機(jī)紅顏(yán)料,4#采用有機(jī)紅顏料,4#的(de)色差變化大於3#,說明有(yǒu)機顏料的耐水煮性能稍差,因此對於一些鮮豔顏色的調試應盡量選用一些(xiē)耐高溫(wēn)的有機顏料。
2.5 砂紋粉紋路的研究
一般通過砂紋粉配方中的砂紋劑與膨潤土來控製紋路的粗細、光澤、凸起程度,也通過樹脂的反應性來控製紋路的(de)凸起程度,通過粉末粒度大小來調(diào)節紋路(lù)的粗細,見表7。
、
由表(biǎo)7可以看出,當(dāng)砂紋劑在0.5%~1.0%範圍時塗層紋理逐漸(jiàn)減小,當達到1.5%時,砂紋紋理又開始變(biàn)大。可(kě)以通過調節膨潤土的量在一定程度上調節(jiē)紋路凸起程度與光(guāng)澤高低。
2.6 耐候型鋁型材(cái)砂紋粉末塗料(liào)的配方及性能
通過上述針對聚酯樹(shù)脂、固化劑種類及用量、填料種類及助劑用量的篩選和研究,應用於鋁型材的節能環保(bǎo)耐候型粉末塗料配方(fāng)構成及性能指標見表8~9。
具(jù)體生(shēng)產時可依據用戶的需要添加對應的顏料及其他功能(néng)性助(zhù)劑,可(kě)得到(dào)外觀與顏色各異的塗層。
3、結語
耐候型砂紋粉末塗料以其良好的耐刮傷性能,在鋁型材行業中的使用越來越廣泛(fàn),並逐(zhú)步替代之前的流平粉。由於鋁型(xíng)材的特定使用環境,鋁型材粉末塗(tú)料(liào)必(bì)須具有良好(hǎo)的耐水煮與耐候性能。
來源:廣州擎天材料科技(jì)有限公司

地址:廣東省東莞市(shì)黃江鎮田美村北區一隊一號 技術支持:優速網絡(luò)
聯係人:楊先生 手機:136-0267-9965 電話(huà):0769-87005399 / 87005397
郵箱:yangbo7558@126.com 備案號:粵ICP備15101054號
東莞市鴻祚(zuò)升裝飾材料有限公(gōng)司(sī)是一家專業生產粉體(tǐ)塗料等(děng)產品的企業(yè)。本公司現位於風景秀麗的黃江鎮,歡迎(yíng)參觀谘詢。
粉末塗料(liào)生產廠家/金屬邦定粉末塗(tú)料(liào)/高反射粉末塗料(liào)/高反射粉(fěn)末塗料/粉體塗料

關注公眾號

谘詢更多



色綿綿漆粉")
射 白")


灰")
砂紋")




 在線客服
在線客服
 136-0267-9965
136-0267-9965
